Engineering Predictable Throughput Without Capital Expansion
Executive Context
Growth without control is operationally dangerous. A mid-sized manufacturer, operating a mix of custom and repeat multi-line production, was experiencing a rapid surge in demand. While top-line revenue was increasing, internal operations were buckling under the pressure. The leadership team was caught in a cycle of reactive firefighting.
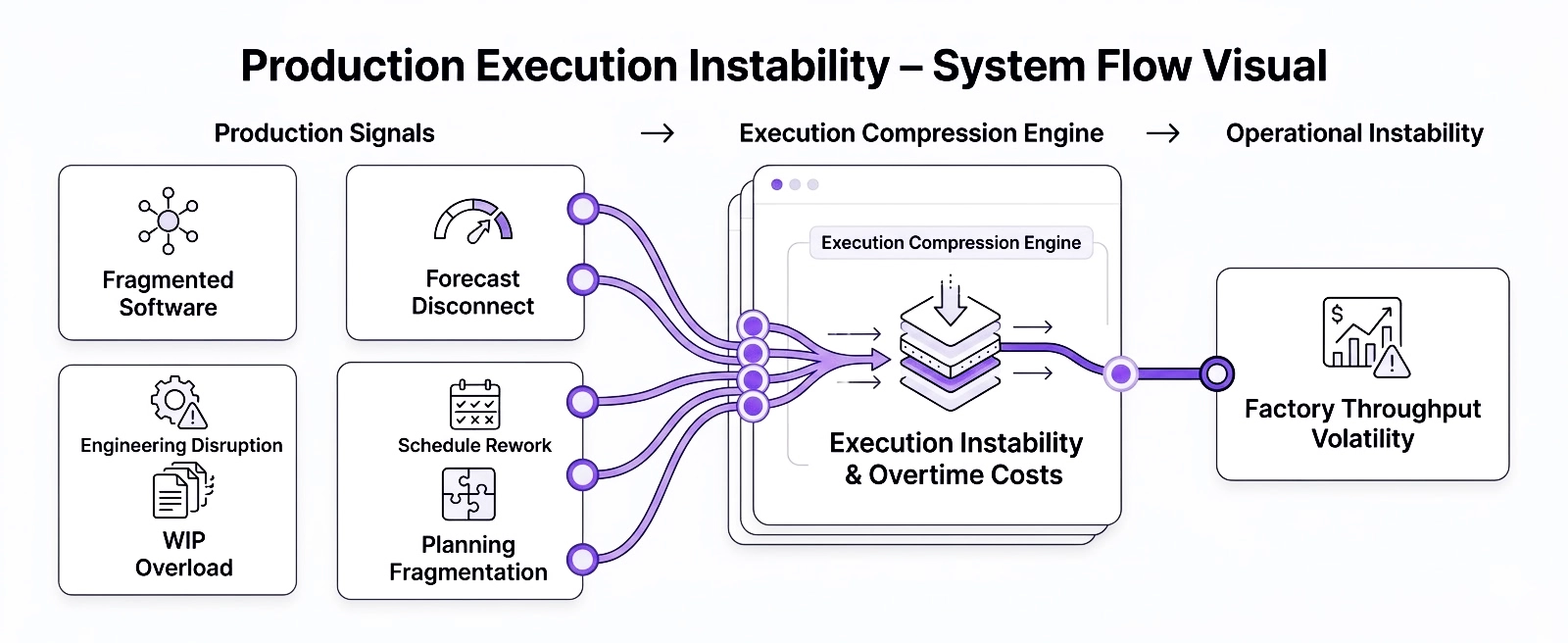
Production schedules were changing daily to accommodate shifting priorities. Work-in-progress (WIP) physically piled up between stations, creating massive floor congestion. Mid-cycle engineering change orders actively disrupted active builds, forcing line supervisors to constantly reallocate operators in an attempt to balance the floor. As procurement operated off outdated, static forecasts, expedited material shipments surged, and overtime costs steadily rose to compensate for the inefficiency.
Believing they had hit a ceiling, executive leadership strongly considered purchasing new, expensive machinery. However, when they engaged Quanzar Technologies™, we identified a different reality. The actual constraint was not a lack of physical capacity or machinery; the constraint was execution instability.
Initial Operational Topology
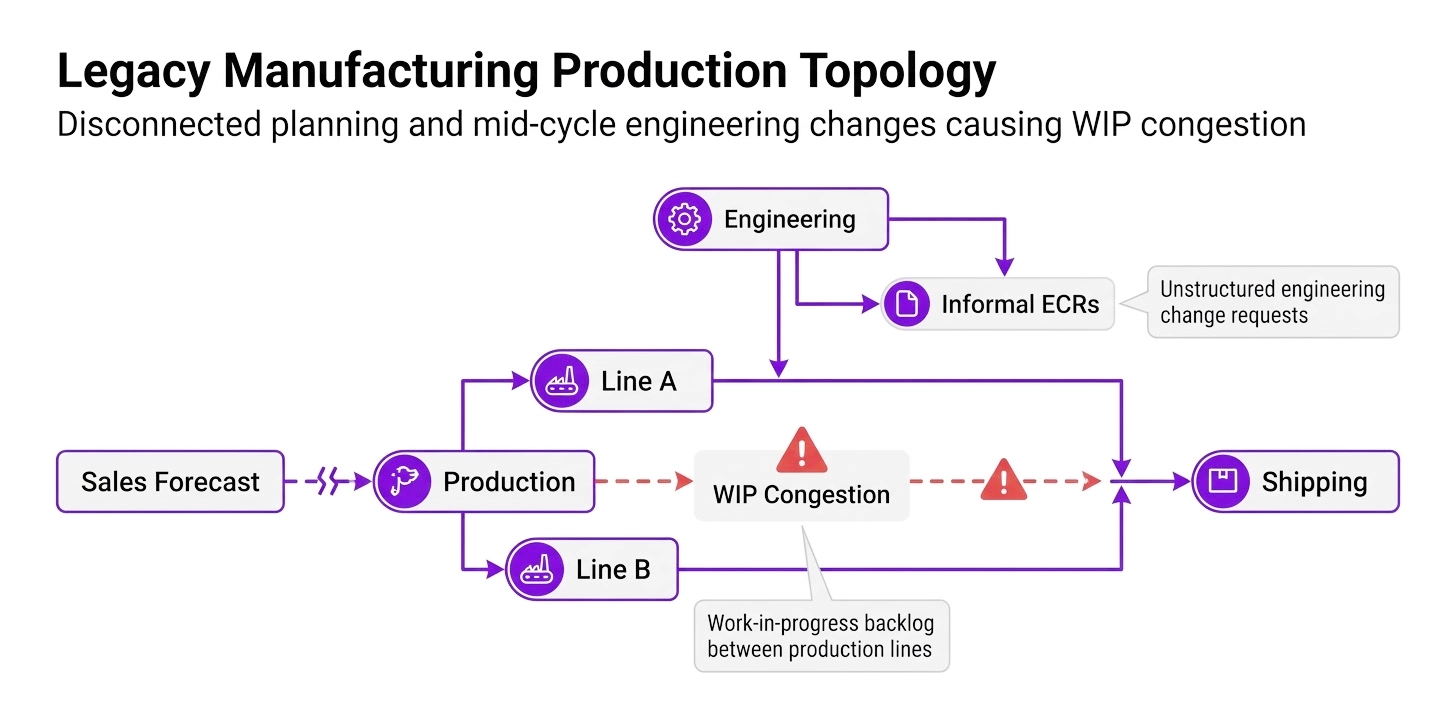
Our initial diagnostic evaluated the flow of materials, data, and labor across the facility, revealing severe structural breakdowns that masqueraded as capacity shortages.
| Structural Breakdown | Operational Reality | Facility Impact |
|---|---|---|
| Forecast–Production Disconnect | Sales forecasts ignored live WIP levels and lead times. | Planning reacted to shortages instead of orchestrating flow. |
| WIP Congestion | Line A overproduced while Line B became a bottleneck. | Finished goods delayed while QC backlogs formed. |
| Informal Engineering Changes | ECRs entered mid-cycle via email approvals. | Constant disruption, high scrap, and operator confusion. |
| Fragmented Software | ERP, MES, Excel, and email operated in silos. | Data existed, but unified execution did not. |
The Transformation Strategy
Instead of advising the client to expand assets and sink cash into new machinery, we stabilized their execution. We deployed the Quanzar Manufacturing Execution Stabilization Architecture™, leveraging our Digital Governance OS to orchestrate the plant floor.
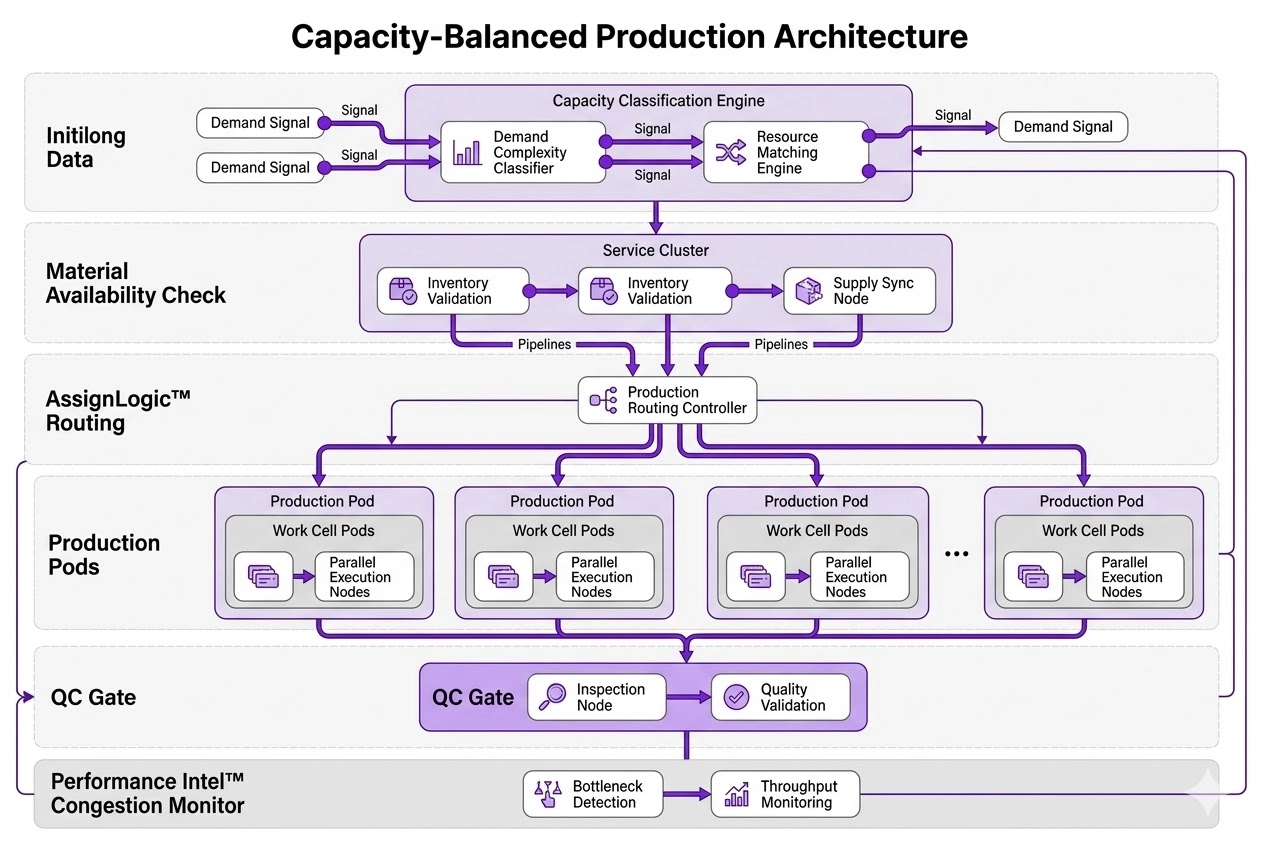
This architecture structurally bridged the gap between demand planning and floor execution, ensuring every production signal was structured, every bottleneck made visible, and every escalation clearly defined.
Core Structural Components
We stabilized the facility by encoding five highly specific structural components into the manufacturing lifecycle.
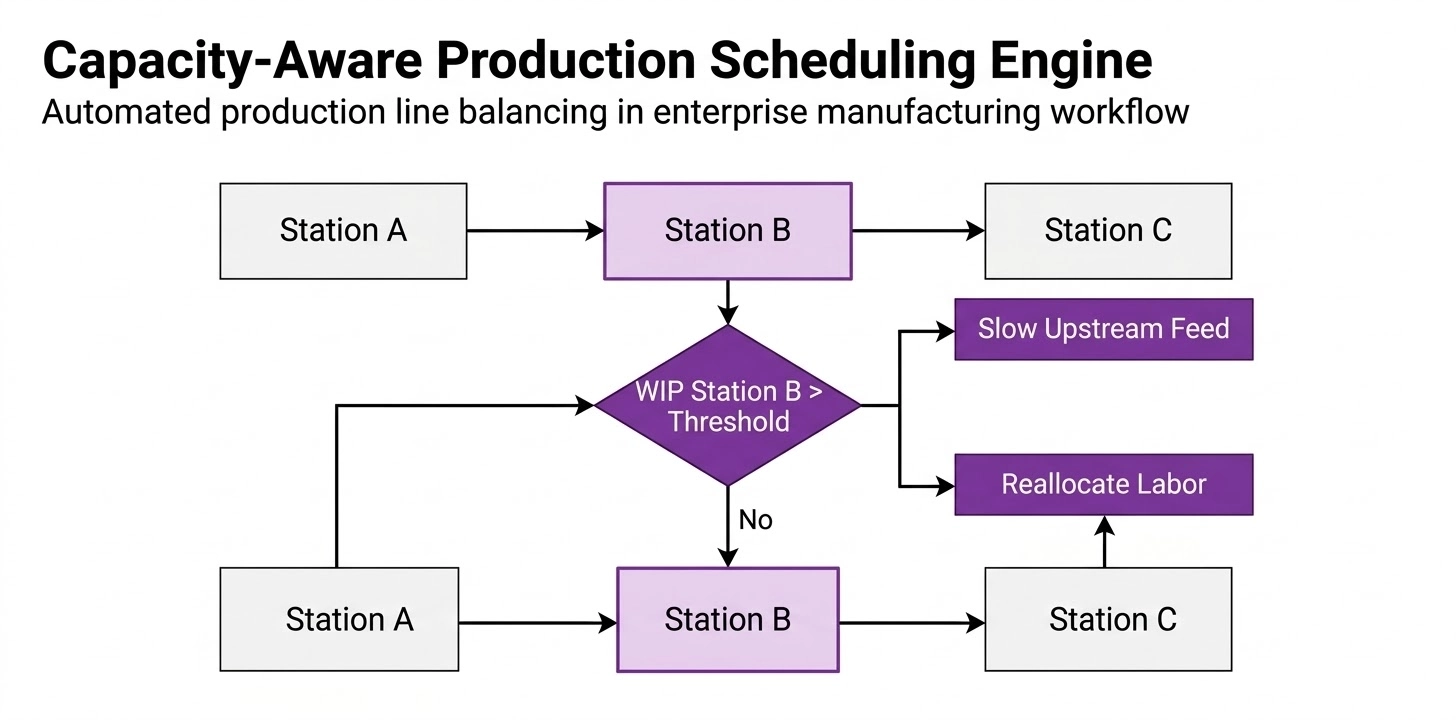
1. Capacity-Aware Scheduling (AssignLogic™)
Previously, planning was static and highly reactive. We integrated Intelligent Execution Engine routing to create capacity-aware scheduling. Line balancing became encoded. For example, if WIP at Station B exceeded a defined threshold, the system automatically generated a signal to slow the upstream feed from Station A, reallocate labor, and escalate a material check, preventing physical pileups.
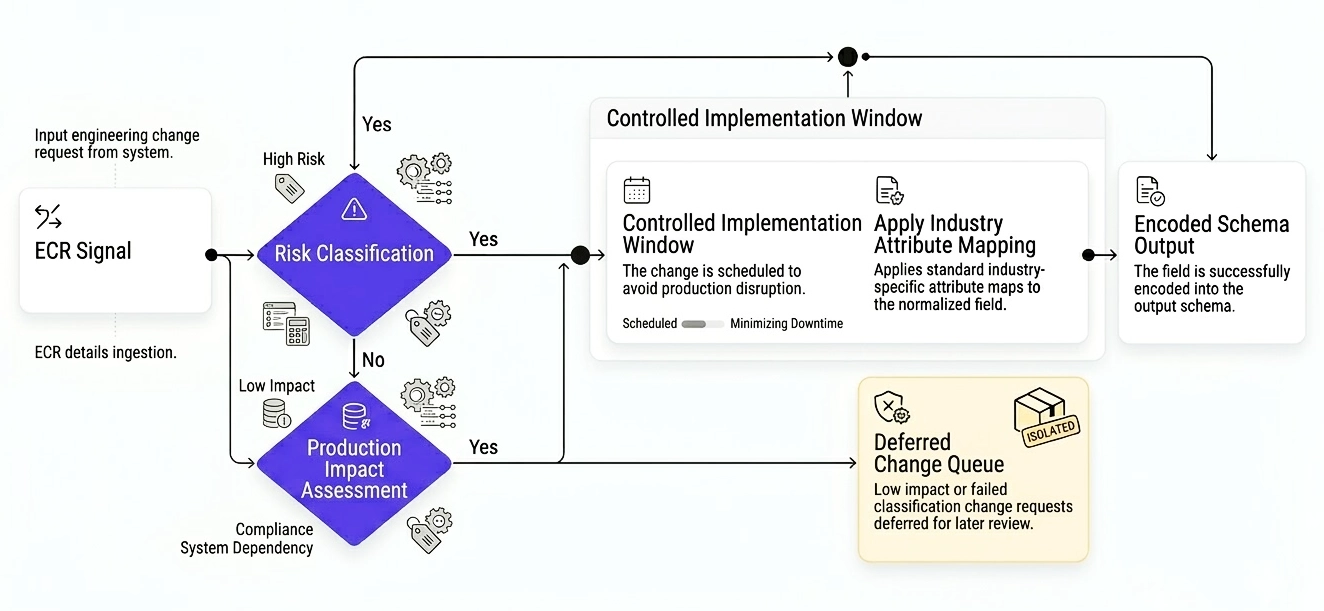
2. Engineering Change Governance
We eliminated the chaos of mid-build ECRs by routing them through Decision Acceleration Systems. Every ECR signal now requires a formal risk classification and a production impact assessment before being assigned a controlled implementation window. Active builds are protected from sudden disruption.
3. Material Risk Synchronization (RiskLattice™)
Procurement was decoupled from static Excel sheets and linked directly to live production signals. If the system detected lead time variance from a supplier, it automatically triggered alternate supplier logic and adjusted the production sequencing on the floor, drastically reducing reliance on expedited freight.
4. WIP Congestion Monitoring (Performance Intel™)
We provided floor leadership with an active congestion monitor. The system tracked station-level latency, WIP accumulation thresholds, labor imbalances, and shift-based output variances in real time. Supervisors were elevated from reactive firefighters to proactive flow managers.
5. Cross-Functional Execution Pods
To support this architecture, siloed operators and support staff were organized into unified execution pods. Planning, procurement, and production floor leads shared common dashboards and synchronized escalation paths, ensuring rapid, aligned responses to systemic delays.
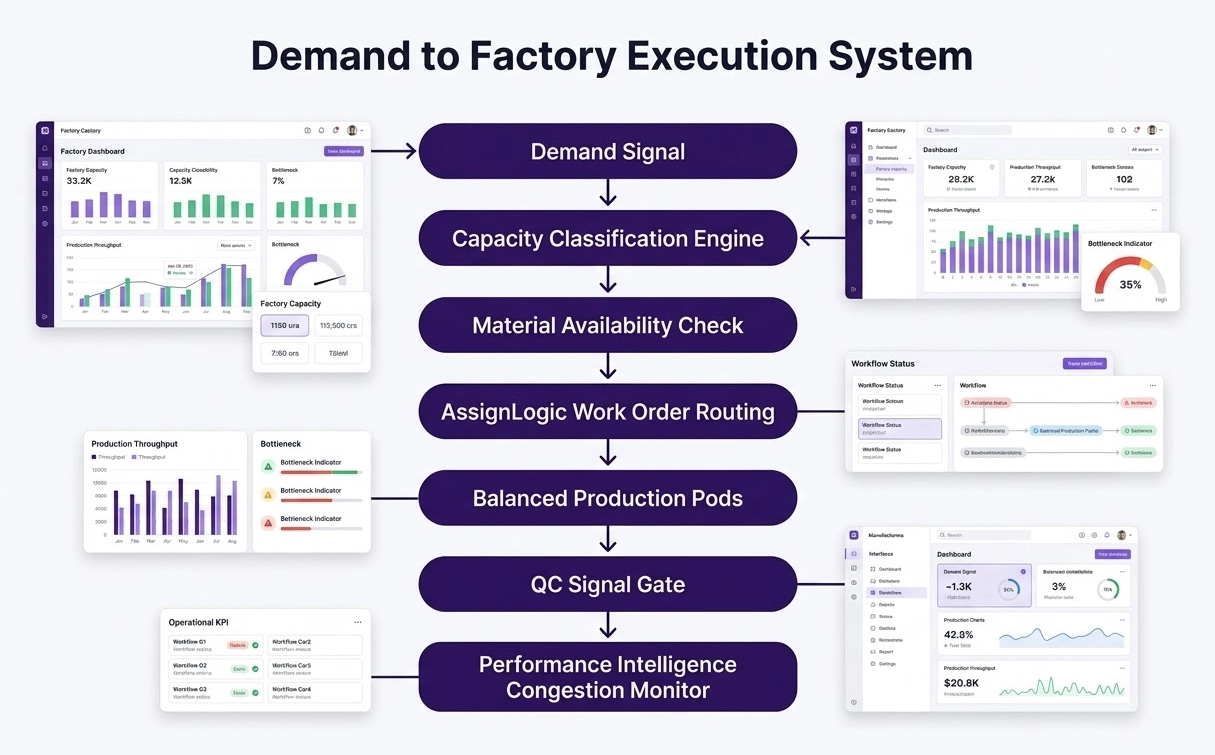
Operational Implementation
Stabilizing a live manufacturing environment requires careful, phased implementation to avoid disrupting active output.
| Implementation Phase | Focus Area | Outcome Delivered |
|---|---|---|
| Phase 1: Visibility | Deploying Performance Intel™ to map current congestion | Baseline identification of true line bottlenecks |
| Phase 2: Governance | Structuring Engineering Change Requests (ECR) | Elimination of mid-cycle build interruptions |
| Phase 3: Routing | Activating AssignLogic™ capacity-aware scheduling | Automated labor reallocation based on WIP thresholds |
| Phase 4: Sync | Connecting RiskLattice™ procurement signals to the floor | Reduction in material-shortage downtime |
Performance Measurement
Following a 6-9 month stabilization window, the facility achieved significant throughput and stability improvements, proving that operational orchestration directly drives margin.
| Throughput & Stability Metric | Measured Impact |
|---|---|
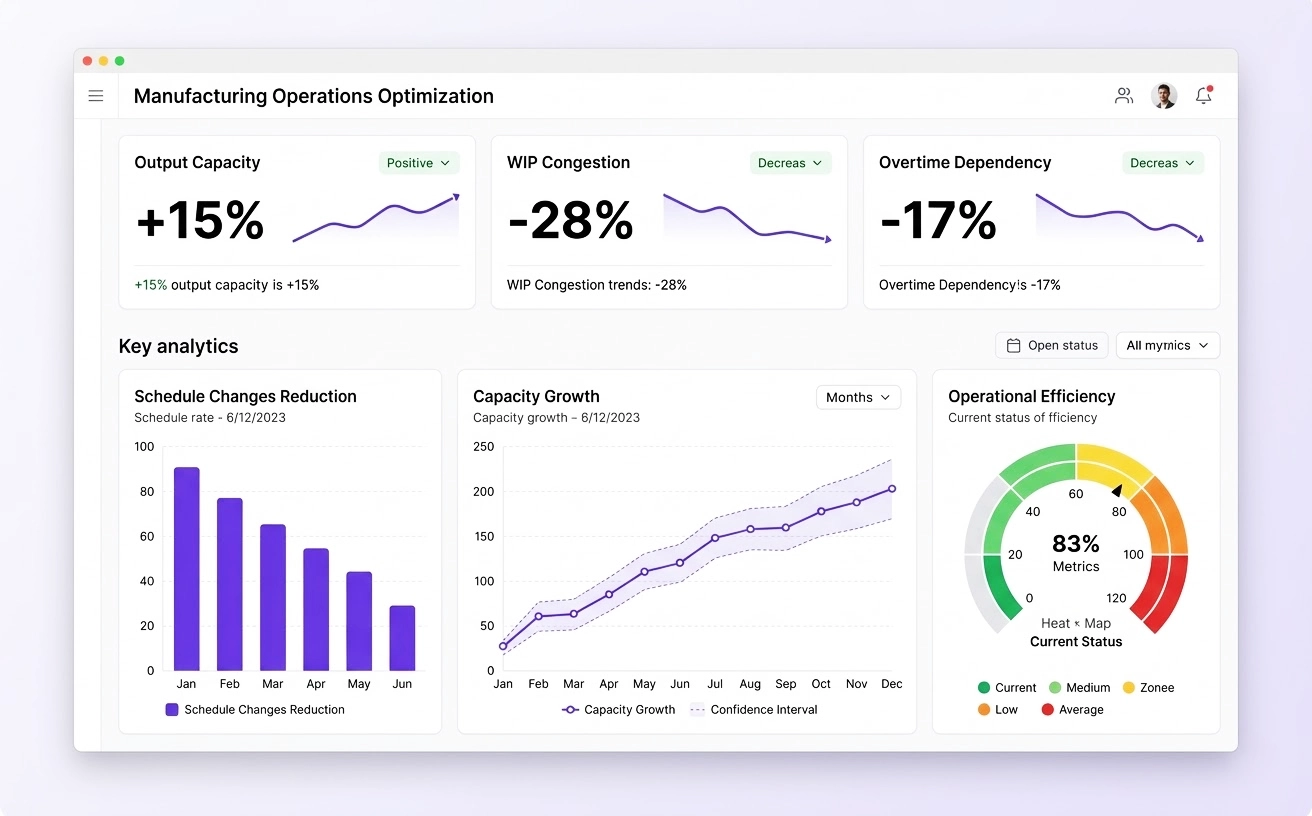
| WIP Congestion | Reduced by 28% |
| Production Schedule Changes | Reduced by 35% |
| Engineering Change Disruption | Reduced by 30% |
| Overtime Dependency | Reduced by 17% |
| Line Imbalance | Stabilized significantly across all shifts |
| Financial & Capacity Metric | Measured Impact |
|---|---|
| Output Capacity | Increased by 15% (no new equipment purchased) |
| Expedited Freight Cost | Reduced by 19% |
| Scrap & Rework Cost | Reduced by 14% |
| On-Time Delivery | Improved by 16% |
| Gross Margin | Improved by 5–8% |
Measured Outcomes
Leadership successfully avoided a massive, unnecessary capital expansion. By implementing a structured SmartOps™ framework, throughput improved entirely through orchestration rather than asset acquisition.
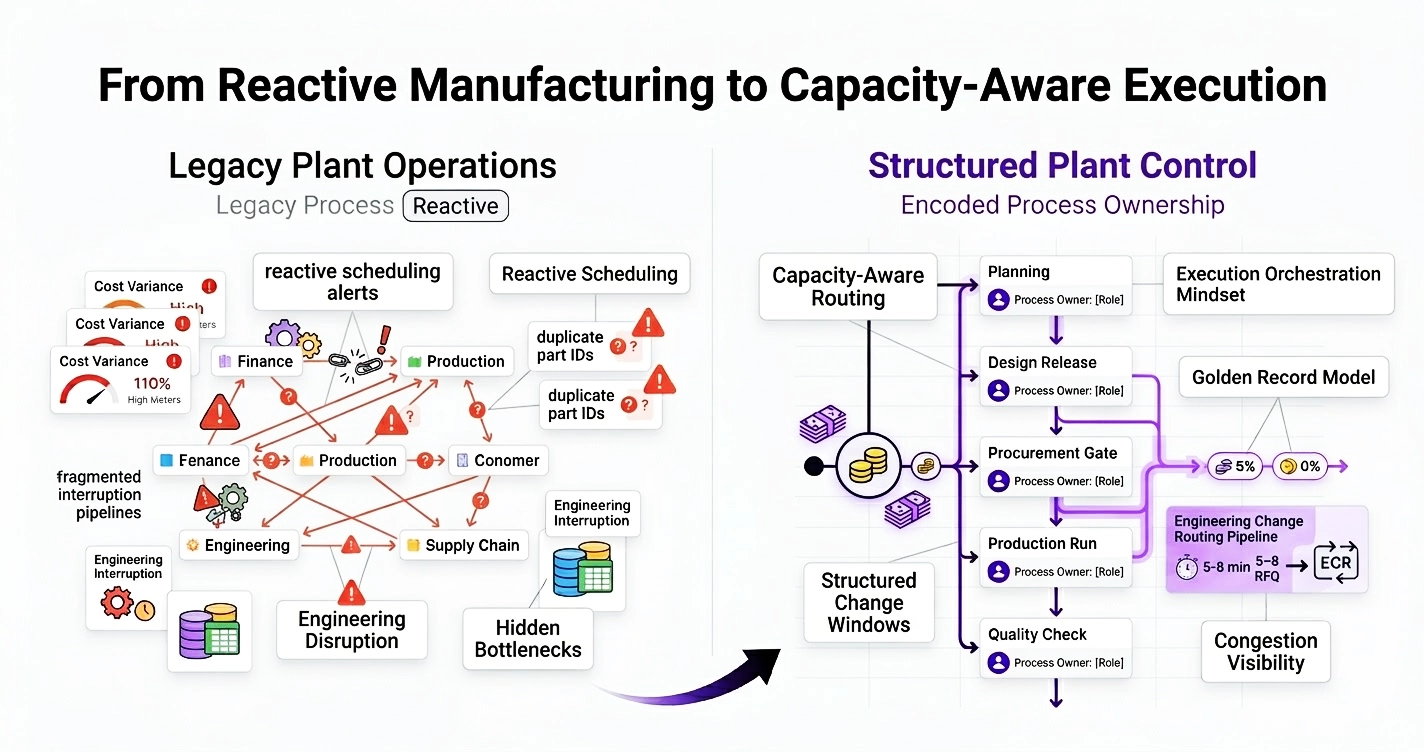
| Operational Vector | Legacy State | Structured State |
|---|---|---|
| Scheduling Mechanism | Reactive, static scheduling | Capacity-aware automated routing |
| Engineering Alignment | High mid-cycle engineering disruption | Structured change control windows |
| Floor Management | Hidden bottlenecks and WIP pileups | Real-time congestion visibility |
| Labor Utilization | Heavy overtime dependence | Balanced labor flow |
| Technology Role | ERP used strictly for visibility | Execution orchestration layer actively routing work |
Strategic Insights
This engagement reveals crucial dynamics for organizations seeking to implement Growth Systems in physical manufacturing environments.
1. Growth Amplifies Instability
If your baseline operations are reactive, increasing sales volume will not increase efficiency; it will geometrically increase floor chaos and overtime dependency.
2. Instability Erodes Margin
WIP congestion, expedited freight, and mid-cycle scrap are not unavoidable costs of doing business. They are structural taxes on poor orchestration.
3. Erosion Triggers CapEx
When margins shrink and schedules fail, leadership instinctively assumes they need more machines. Capital spending is often a costly band-aid for bad routing.
4. CapEx Masks Weakness
Buying a faster machine for Station A only accelerates the WIP bottleneck at Station B if the underlying line-balancing architecture is missing.
5. Scheduling Must Be Dynamic
A production schedule is worthless the moment a delay occurs. True capacity control requires dynamic routing that responds to live station constraints.
6. Architecture Determines Scale
Ultimately, execution architecture determines whether demand growth compounds into predictable profit or collapses into operational firefighting.
Where This Applies
The Quanzar Manufacturing Execution Stabilization Architecture™ is designed for environments where demand is outstripping operational control. It is highly applicable for:
- Mid-market discrete manufacturers facing high WIP congestion
- Facilities managing a complex mix of custom and repeat production lines
- Operations teams struggling with mid-cycle engineering disruptions
- Leadership teams considering CapEx investments to solve throughput constraints
Orchestrate Your Throughput
Is unstructured execution forcing you into unnecessary capital expenditure?
Book a Diagnostic Calculate Operational Waste Explore SmartOps™